


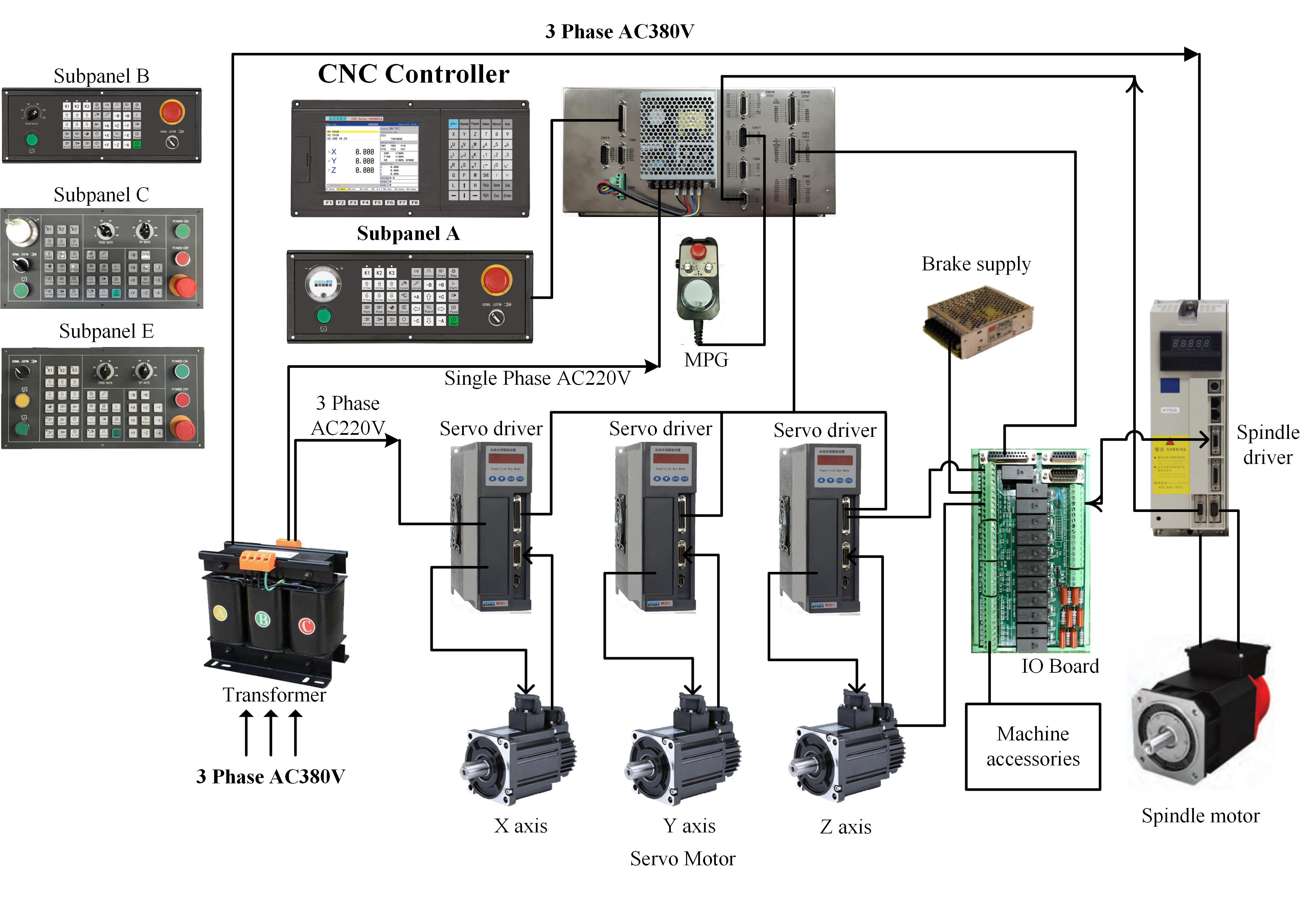
Serie 1000 2 3 4 5 Controlador de centro de mecanizado de eixes con función RTCP
Características do produto
1.Adopta o código g estándar internacional
2. Aberto totalmente a información de PLC, macro e alarma
3.Simple HMI (interface humano-máquina), aviso da caixa de diálogo
4.Todos os parámetros móstranse e solicítanse en inglés
5.Información de alarma e erro en palabras en lugar de parámetros de bits
6.Función de enlace de interpolación de 5 eixes e superior, función RTCP, función DNC
7. Soporte tipo paraugas ATC, tipo manual mecánico ATC, tipo lineal ATC, tipo servo ATC, tipo especial ATC
8.Support torreta de conteo, torreta codificadora e torreta servo
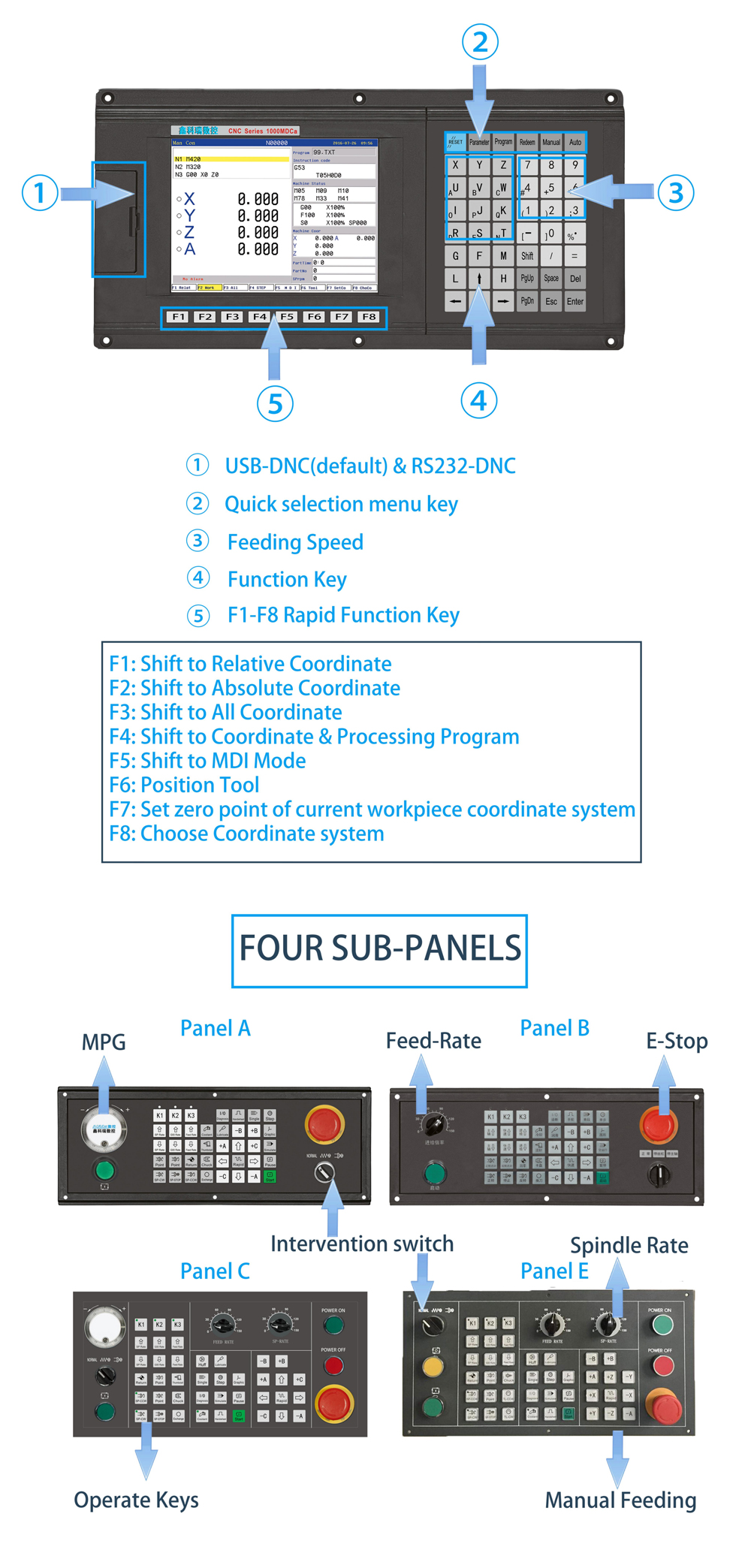
9.As series 1000 e 1500 teñen 4 modelos de subpanel; podes escoller segundo as túas necesidades.
O controlador CNC 10.NEWKer tamén admite a aplicación de varias máquinas especiais, como rectificadoras, cepilladoras, perforadoras, perforadoras, forxadoras, fresadoras de engrenaxes, etc. O controlador tamén pode desenvolverse secundariamente. Admite personalización e deseño personalizados.
Detalles dos parámetros
| Función do sistema | O código G mostra | ||
| Número de eixos de control | 3~8(X,Y,Z,A,B,C,Xs,Ys) | Localiza rapidamente: | G00 |
| A menor programación: | 0,001 mm | Interpolación en liña recta | G01 |
| A máis programación: | ± 99999,999 mm | Interpolación de arco: | G02/03 |
| Velocidade máis alta: | 60 m/min | Corte de fíos: | G32 |
| Velocidade de alimentación: | 0,001 ~ 30 m/min | Ciclo de corte de cilindro ou cono: | G90 |
| Manual continuo: | un eixe ou varios eixos ao mesmo tempo | Ciclo de corte frontal: | G94 |
| Interpolación de liñas: | Liña recta, arco, interpolación de rosca | ciclo de corte de fío | G92 |
| Compensación do cortador: | Lonxitude da compensación, nariz de raio de compensación da ferramenta | Ciclo fixo de tapping | G93 |
| Entrada de compensación de cortador: | Intente cortar o modo de entrada de medición | Ciclo de desbaste en excircle | G71 |
| Función do fuso: | engrenaxe 、 control analóxico dobre 、 toque ríxido | Ciclo de desbaste na cara final: | G72 |
| Función volante: | panel, portátil | Ciclo de corte pechado | G73 |
| procesamento de volante: | A función de procesamento do volante | Ciclo de perforación do burato profundo na cara final | G74 |
| Protección de pantalla: | Función de protección de pantalla | Ciclo de corte de ranura con diámetro exterior | G75 |
| Función de descanso da ferramenta: | Resto de ferramenta de fila、Coitelo eléctrico tamén de poste 99 | Ciclo de corte de rosca composto | G76 |
| Función de comunicación: | RS232, interface USB | Ciclo do programa | G22, G800 |
| Función de compensación: | Compensación da ferramenta 、 Compensación de espazo 、 Compensación de paso do parafuso 、 Compensación de raio | Sistema de coordenadas local: | G52 |
| Editar programa: | Métrico/Imperial、Rosca recta、Rosca cónica, etc | Detecta a instrución de omitir | G31, G311 |
| Función de posición límite | límite suave, límite duro | Coordenada do polo | G15, G16 |
| función de hilo | formato métrico e polgada, rosca recta, rosca cónica, etc | Programa métrico/imperial: | G20, G21 |
| Función de lectura previa: | Prele 10.000 liñas rectas curtas | Establecer coordenadas, compensar | G184, G185 |
| Protección por contrasinal: | Protección por contrasinal multinivel | Sistema de coordenadas da peza: | G54~G59 |
| Entrada/saída: | E/S 56*24 | Raio da ferramenta C | G40,G41,G42 |
| Programa PLC: | Todo o deseño de PLC aberto | Proceso de localización precisa/percorrido continuo: | G60/G64 |
| Control de aceleración e desaceleración: | Liña recta、Índice | Corte lineal constante: | G96/G97 |
| Número de codificador: | calquera configuración | Modo de alimentación: | G98, G99 |
| Programa macro de usuario: | Ter | Volver ao punto de inicio do programa: | G26 |
| Función de engrenaxe eléctrica: | Ter | Voltando ao punto fixo: | G25, G61, G60 |
| Subpanel | Un tipo con volante; tipo B con interruptor de banda; Tipo C con tipo A e B, tipo E | Retorno ao punto de referencia: | G28 |
| Aplicación: | VMC, rectificadora, máquina especial | Suspender: | G04 |
| Programa Macro: | G65, G66, G67 | ||
| Función auxiliar: | S, M, T | ||
Vantaxe da función
1. parámetro simple e claro, innecesario buscar manual.
2. PLC aberto, pódese editar en liña ou fóra de liña segundo as necesidades.
3. Abre o programa Macro, dispoñible para aplicacións flexibles e desenvolvemento posterior.
4. Diálogo de Customerization, facilita o proceso.
5. Abre o porto OPC, dispoñible para monitor e control remoto.
6.Aplicación: máquina de torno CNC, centro de torneado CNC, rectificadora e especialmente equipos automáticos
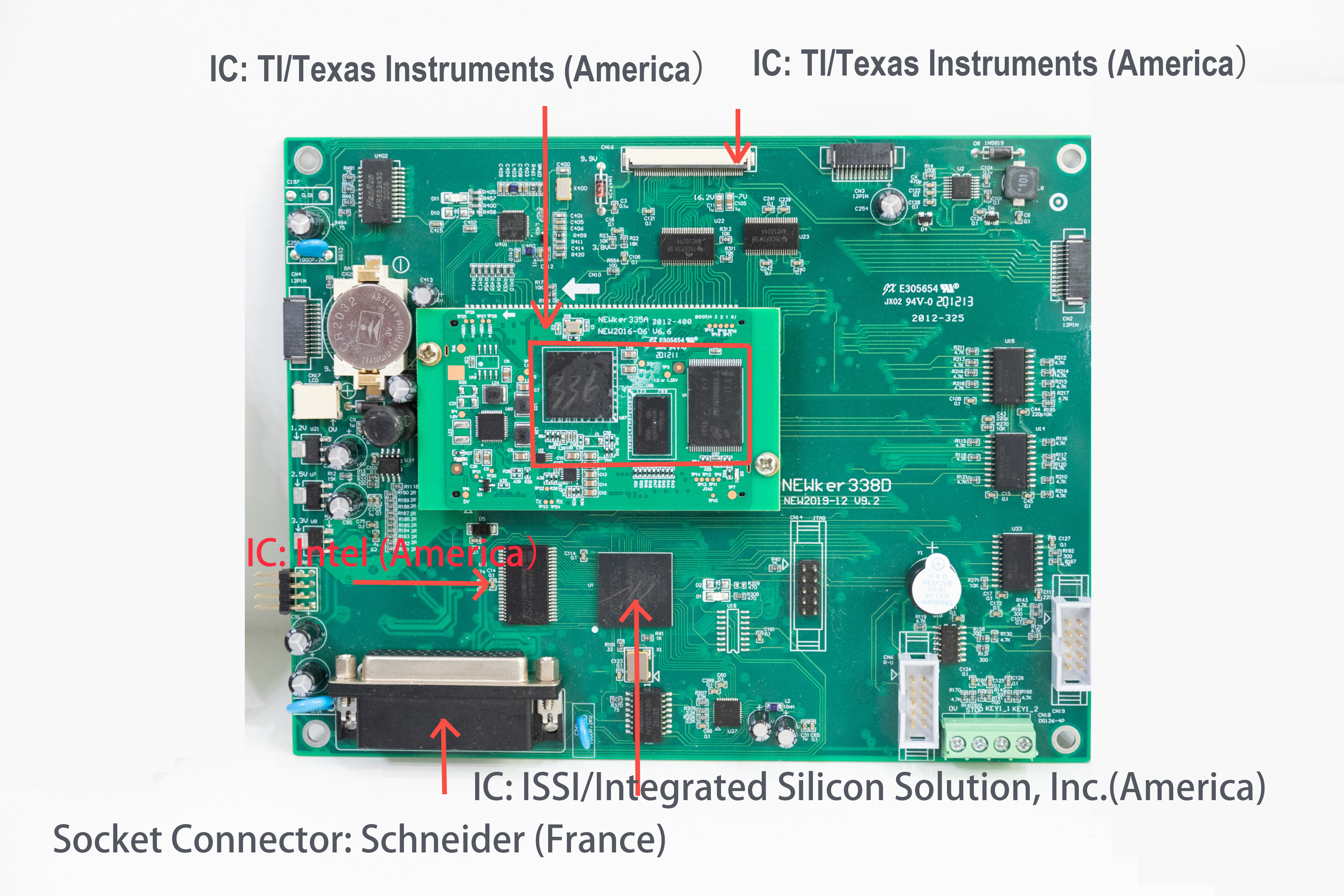
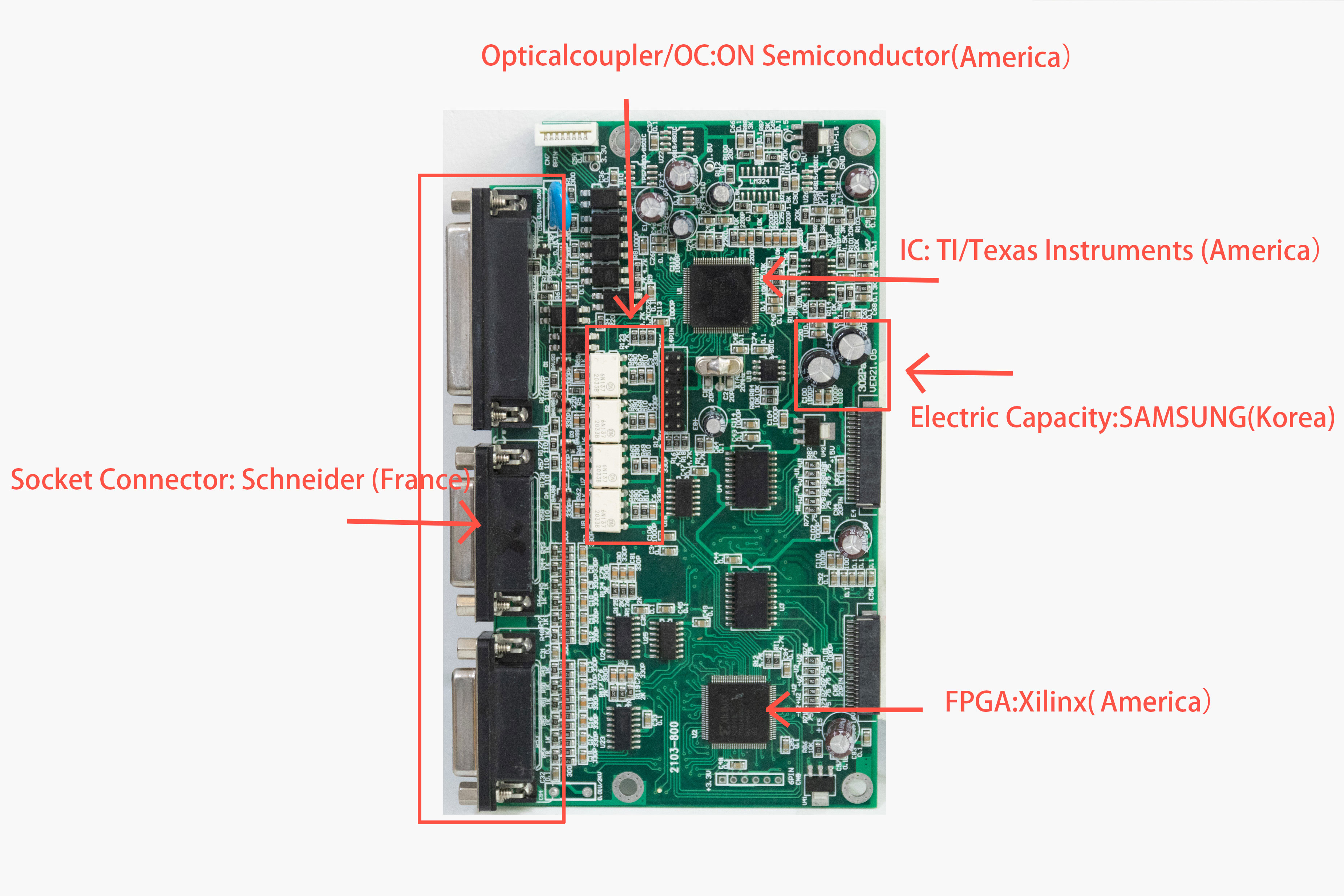
A marca de compoñentes internos que utilizamos son as seguintes:
1